Las empresas tienen un proceso para la fundición de los metales a temperaturas demasiado altas volviendo el metal solido en líquido, logrando de está forma manipular el metal para darle la forma que se requiera para los diferentes usos, formas de piezas para partes de maquinaria. También se puede manipular el metal para poder ofrecerle al mercado diferentes presentaciones como: barras de metal, lamina de aluminio, entre otras.

Son los principales pasos para la fundición de metales
Para comenzar a lanzar, una cabeza de arranque que coincida con la dimensión interior del moldey conectado a una cadena de arranque se mueve hacia arriba en el molde. La cadena de arranque tiene dimensiones similares a las de la hebra a ser moldeada y es lo suficientemente larga para ser movida hacia arriba y hacia abajo por los rodillos impulsados.
Cuando el acero líquido llena el molde, se congela hasta la cabeza del lanzador, que se retira de inmediato. La cadena que se encuentra delante del cordón de solidificación se mueve a través de la zona de enfriamiento secundaria y, después de que la cabeza haya despejado el último rodillo de soporte, se desconecta del cordón mediante un rodillo de empuje que se mueve hacia arriba.
Luego, un cabrestante tira de la cadena sobre una base de soporte, la levanta de la mesa y la guarda para su reutilización. Al final de la fundición, cuando la artesa está casi vacía, el flujo de acero al molde se interrumpe, la hebra se detiene y, después de solidificarse, se retira completamente. Para el siguiente lanzamiento, la cadena de arranque, con la cabeza en frente,
Tiempo de lanzamiento de una cuchara.
El lanzamiento de una cuchara lleva de 45 a 90 minutos, dependiendo del tamaño del calor, el grado de acero, el diseño de las ruedas y las condiciones de lanzamiento. Girar al lanzador, es decir, prepararlo para el siguiente lanzamiento, generalmente se realiza en media hora, pero toma más tiempo cuando se cambia el molde para lanzar una sección diferente.
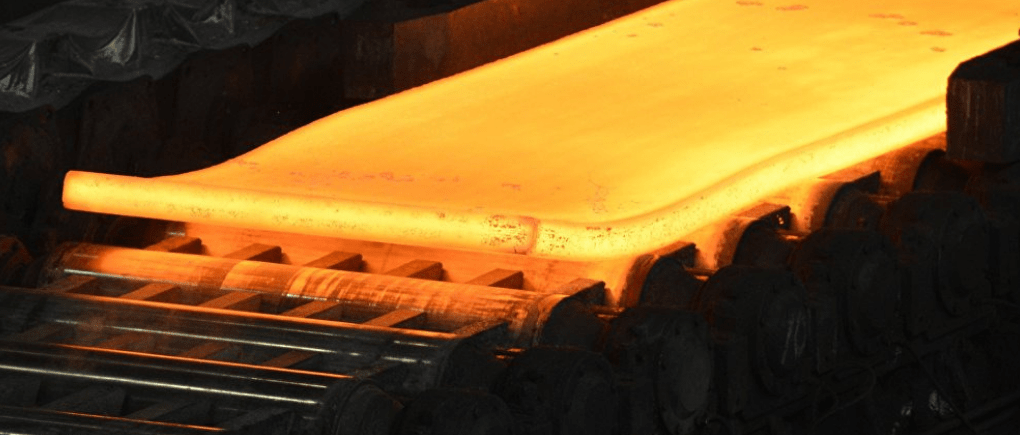
Las ruedas de losa a menudo usan moldes con placas laterales móviles, lo que permite un cambio rápido de ancho durante el giro de la rueda o incluso durante la fundición. Dichos dispositivos, junto con los sistemas de intercambio rápido para moldear tubos, artesas y cucharones, permiten el lanzamiento de calores secuenciales sin detener al lanzador, a veces durante varios días.
Comenzar y detener a un lanzador hace que unos pocos metros de acero en ambos extremos del hilo caigan por debajo de las propiedades especificadas, lo que reduce el rendimiento del acero al hilo. Por otro lado, el rendimiento secuencial, el rendimiento del acero líquido a la hebra aceptable se acerca al 100 por ciento, en comparación con quizás el 93 por ciento cuando se hace girar al lanzador después de cada cucharón o al 86 por ciento en una operación de fundición de lingotes que utiliza una planta de floración o de desbastado.
Para enrollar una losa o florecer del mismo tamaño. Los beneficios son sustanciales porque se necesita mucha menos materia prima, acero líquido y energía para hacer el mismo tonelaje de producto fundido.
Calidad metalúrgica
La calidad metalúrgica a menudo es mejorada por el control de la computadora sobre algunos o todos los sistemas del lanzador.
Las condiciones de fundición a menudo se mejoran aún más mediante el calentamiento eléctrico de tundish para ajustar la temperatura del acero, mediante bobinas de agitación electromagnéticas alrededor de la hebra para disminuir la segregación, mediante la laminación en línea para compactar el centro justo antes de que se solidifique y, lo más importante, mediante una inspección bien diseñada Sistemas para comprobar el acero líquido y el hilo caliente durante la fundición.
Tales sistemas proporcionan un alto nivel de garantía de calidad, haciendo posible cargar el hilo cortado en caliente en un horno de recalentamiento o, con solo un poco de recalentamiento de los bordes, directamente en un laminador en caliente.
Esto no solo minimiza el recalentamiento, sino que también elimina el enfriamiento, la inspección del frío, el escarpado o la molienda y el almacenamiento. Las plantas que integran una máquina de colada continua con un laminador en caliente a menudo necesitan solo 90 minutos para convertir el acero líquido en un producto laminado en caliente.

Leer también: Tipos de principio para moldear acero

Soy Felix Mendoza administrador de páginas web y redactor. Algunos de los temas que abordo con mayor frecuencia es sobre temas industriales